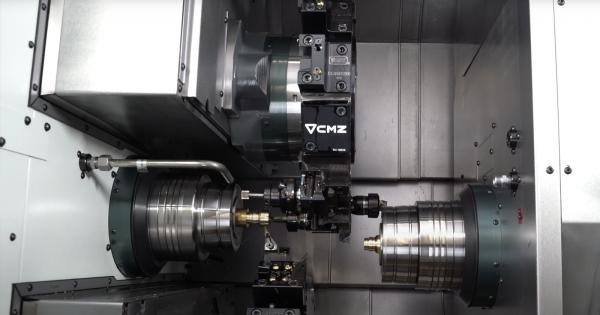
Precitor è il nuovo impianto di CMZ per la lavorazione di pezzi cilindrici di alta precisione, che dispone di oltre 2.000 m2 di spazio utilizzabile con un rigoroso controllo della temperatura (+/- 1º). In questo caso, gli assi dei portautensili motorizzati vengono realizzati con un tornio multi torretta dotato di contropunta. Inoltre, grazie all'uso del robot Gantry, siamo in grado di automatizzare il processo e di guadagnare molto tempo di ciclo.
Per la fabbricazione dell'asse vengono eseguite diverse operazioni. Prima viene tornito, poi viene cementato (aggiungendo ceramica in corrispondenza dei giunti rotanti) e infine viene rettificato. In questo video, vi mostreremo più concretamente le fasi di lavorazione di un asse su un centro di tornitura CNC della serie TTL.
Le fasi del processo sono le seguenti:
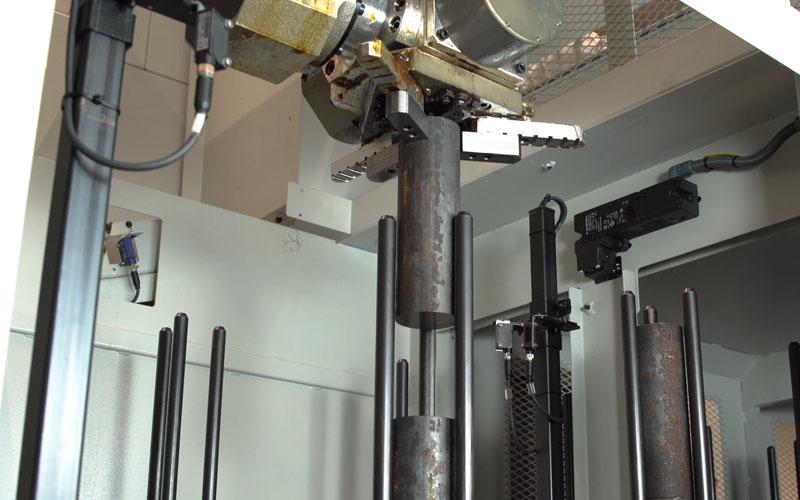
Il robot gantry carica i pezzi grezzi dal workstocker.
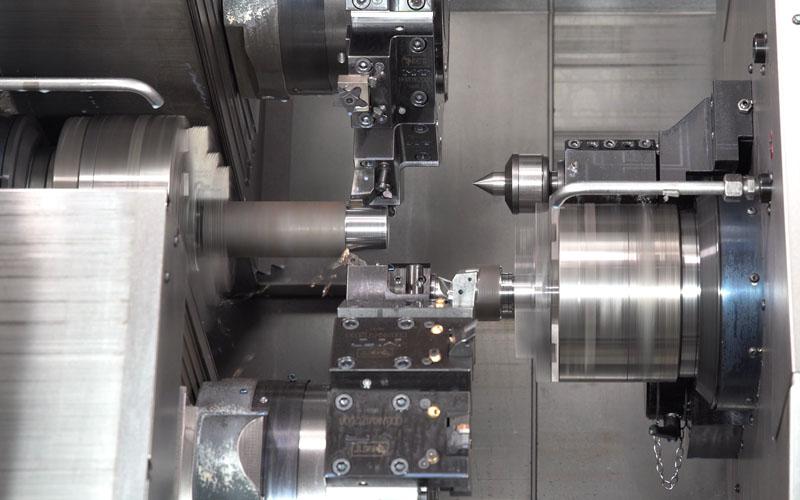
Poiché il pezzo è molto lungo, viene sgrossato utilizzando il banalce cutting e, allo stesso tempo, forato nel contro-mandrino.
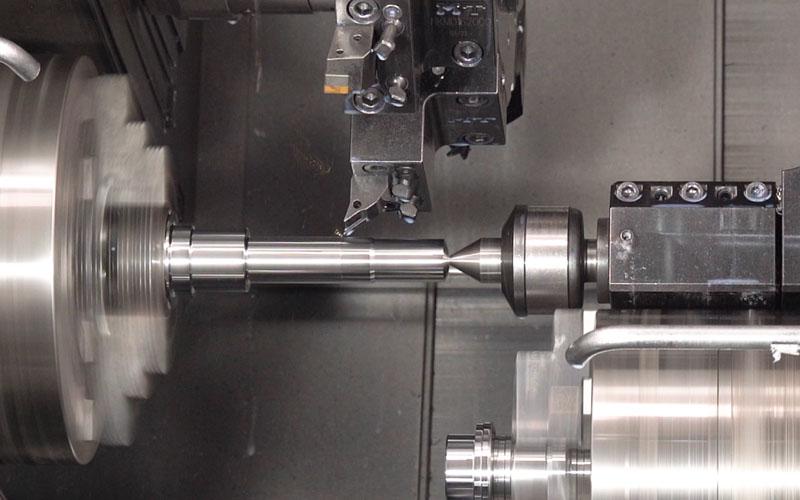
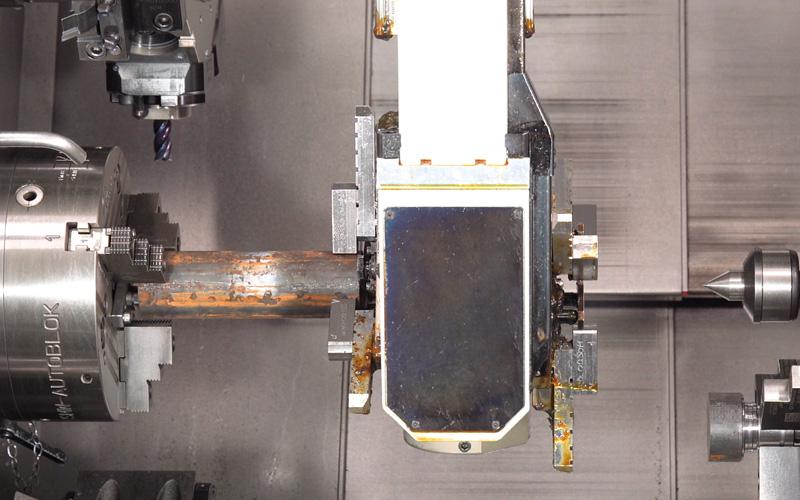
I mandrini dei torni CMZ sono montati su cuscinetti a rulli, il che consente di ridurre le vibrazioni. In questo modo è possibile eseguire la sfacciatura ad una maggiore distanza dal naso mandrino.
Utilizzando la contropunta, la passata di finitura viene eseguita fra mandrino e punta mentre si effettua la tornitura sul contro-mandrino.
Una volta terminato, il pezzo viene depositato su un tavolo di scarico da cui l'operatore può accedervi facilmente. Il Gantry Loader è un'opzione ideale per l'automazione del processo produttivo.
Guarda il processo completo di lavorazione di un asse su un tornio multi torretta utilizzando una contropunta e un robot Gantry nel seguente video:









Fra queste nuove funzionalità abbiamo anche il "superimposed machining" o "lavorazioni sovrapposte". Il già menzionato movimento in X e Z consente una lavorazione con tre utensili da taglio anche se la macchina é dotata di due torrette. "Superimpose" significa che il movimento della torretta é agganciato…
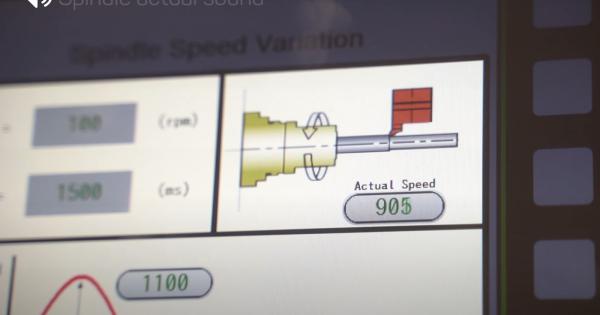
La comparsa di vibrazioni durante la tornitura provoca una finitura superficiale scadente e abbrevia la vita degli utensili. È un effetto da evitare a tutti i costi, ma non sempre è facile. La forma geometrica del componente ci può costringere a lavorare con grandi sporgenze, pareti molto sottili,…

Il materiale è una parte importante del costo del pezzo. Per evitare di perdere anche la minima quantità di materiale nella troncatura, le lame solitamente sono sottili e lunghe, il che comporta vibrazioni e una cattiva qualità superficiale in alcuni casi. L'unica soluzione per ridurre al…

Quando la geometria del particolare lo consente, è perfino possibile lavorare simultaneamente con quattro utensili eseguendo un doppio taglio bilanciato. Quindi una delle torrette e il contro-mandrino (TOOL1 + TOOL2) saranno programmati utilizzando la funzione "Superimpose" mentre l'altra torretta seguirà…
Il nostro reparto applicazioni può analizzare in dettaglio il processo da eseguire e offrirti uno studio del pezzo aiutandoti a ridurre i tempi di ciclo.
Sospettiamo che tu non abbia trovato quello che stai cercando. Abbiamo grandi idee per i nostri prossimi video applicativi, ma ci manca qualcosa di fondamentale per realizzarli ...