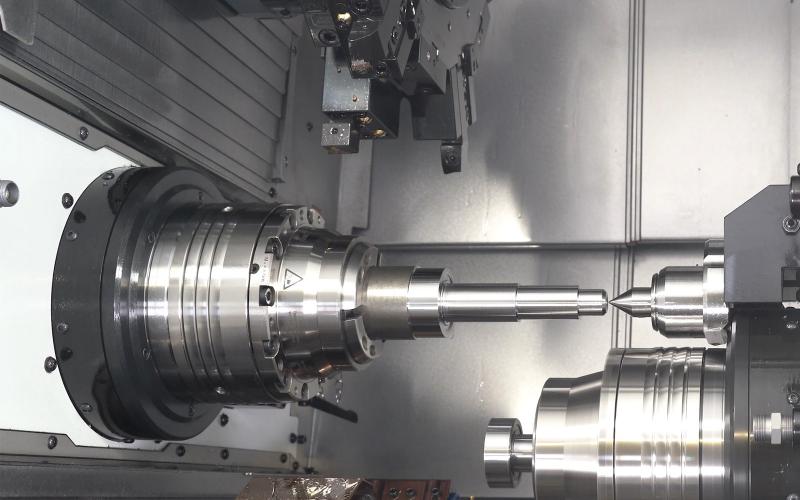
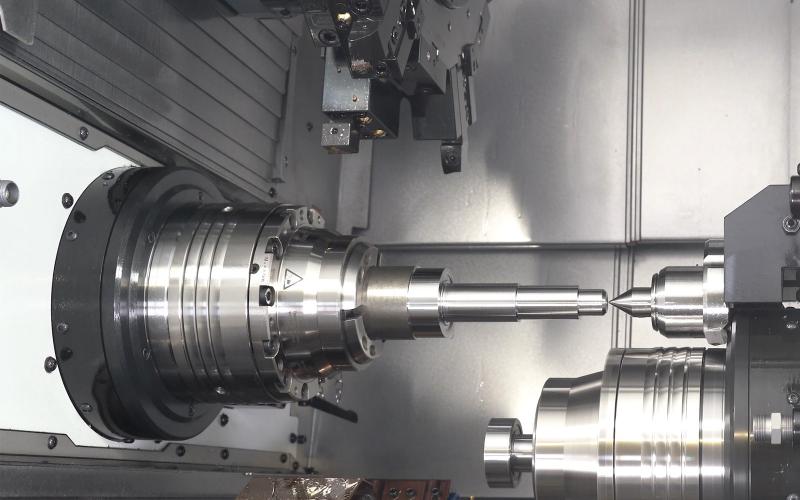
Inoltre la configurazione della contropunta nei modelli TTS e TTL consente maggiore flessibilità rispetto ai modelli TA e TD, proprio perché è possibile avere contemporaneamente mandrino, contromandrino e contropunta. In questo modo i clienti possono lavorare il pezzo sul mandrino principale con la torretta superiore ed impiegando la contropunta, mentre la torretta inferiore può lavorare il pezzo bloccato nel contromandrino. Quindi, lavorare con la contropunta in un TTL o TTS risolve il problema delle vibrazioni sui particolari lunghi e consente ai clienti di ottimizzare al massimo il processo. Naturalmente nel caso in cui sia necessario un solo mandrino o nel caso di particolari di grosso diametro, anche il TA ed il TD equipaggiati con la contropunta rappresentano un'ottima soluzione.
Per poter utilizzare la contropunta su TTL e TTS esistono tre diverse soluzioni. Le prime due soluzioni sono le due opzioni standard previste a catalogo per entrambe le macchine. Ossia la possibilità di montare la contropunta sopra il contromandrino con due possibili differenti lunghezze, la corta e la lunga. La terza soluzione, che è anche la meno ottimale perché vincola l'utilizzo di una torretta, è quella di montare una contropunta a molla direttamente in una posizione in torretta; quindi con una torretta si supporta il pezzo e con l'altra lo si può lavorare. Concludendo, possiamo affermare che lavorare con la contropunta con il TTL consente di ottimizzare al massimo il processo, proprio perché nella stessa macchina abbiamo mandrino, contromandrino e contropunta.
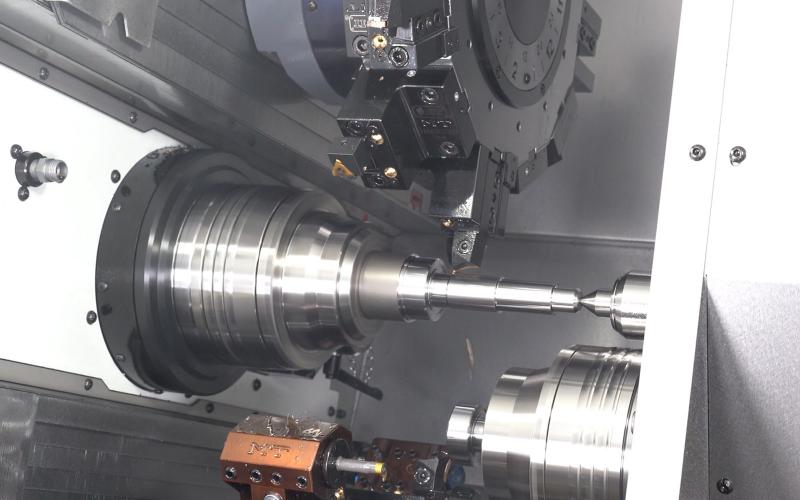
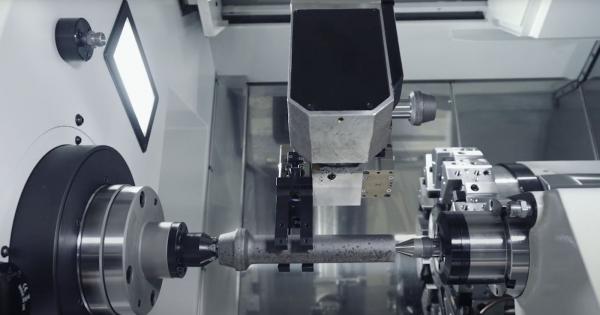
La comparsa di vibrazioni durante la tornitura provoca una finitura superficiale scadente e abbrevia la vita degli utensili. È un effetto da evitare a tutti i costi, ma non sempre è facile. La forma geometrica del componente ci può costringere a lavorare con grandi sporgenze, pareti molto sottili,…

Il materiale è una parte importante del costo del pezzo. Per evitare di perdere anche la minima quantità di materiale nella troncatura, le lame solitamente sono sottili e lunghe, il che comporta vibrazioni e una cattiva qualità superficiale in alcuni casi. L'unica soluzione per ridurre al…
Soluzioni offrire per automatizzare il processo di lavorazione degli alberi. Il nostro sistema di caricatori a portale Gantry GL20II combinato con il Workstocker WS700 per alberi consente alle macchine di funzionare in piena autonomia. Puoi caricare diversi pezzi fino a 700 mm in ogni fila. Gestire il…

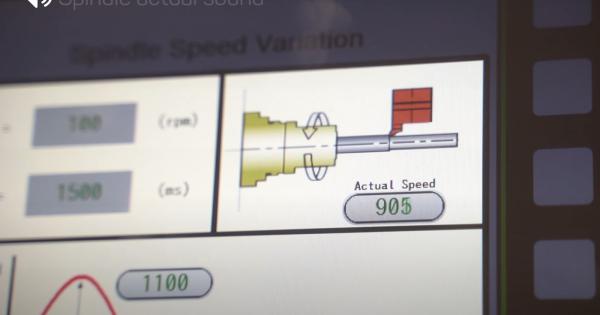
La formazione del truciolo è uno degli aspetti più delicati in molti processi di lavorazione meccanica. Trucioli lunghi e che si attorcigliano sono tipicamente formati durante la tornitura per le condizioni di taglio costanti. Questa criticità richiede accorgimenti durante il processo come la modifica…
Il nostro reparto applicazioni può analizzare in dettaglio il processo da eseguire e offrirti uno studio del pezzo aiutandoti a ridurre i tempi di ciclo.
Sospettiamo che tu non abbia trovato quello che stai cercando. Abbiamo grandi idee per i nostri prossimi video applicativi, ma ci manca qualcosa di fondamentale per realizzarli ...