La fabrication des axes de grande dimension est une opération très recherchée sur le marché, notamment dans les secteurs comme l'automobile, les transports, l'aéronautique ou les énergies, entre autres. Les axes sont des éléments usinés qui transmettent, par rotation, le mouvement entre les différentes pièces. Pour la fabrication des axes de moteur électrique, l'utilisation de tours de grandes dimensions puissants et robustes est très répandue, c'est pourquoi nous traiterons ci-après les différents aspects de leur fabrication.

Avant tout, il convient d'expliquer ce qu'est un axe. Un axe est un élément utilisé pour transmettre le mouvement entre deux ou plusieurs pièces. Dans le cas de l'axe d'un moteur électrique, celui-ci connecte le rotor à l'élément qui sera impulsé. Les axes ont une forme cylindrique et présentent différentes caractéristiques telles que cannelures, clavettes, dentures pour la transmission (engrenages), etc. Pour ce faire, la fabrication en utilisant des tours CNC est très répandue sur le marché, puisque le fractionnement effectif des copeaux permet d'obtenir des finitions et des tolérances géométriques, ainsi que des surfaces très précises.
La fabrication d'axes tient compte de différentes opérations, comme le tournage, le fraisage, le perçage ou le filetage, mais aussi d'autres plus spécifiques pour les cannelures et les engrenages, comme le brochage, la coupe superposée ou le power skiving. L'opération de tournage est la plus basique, puisqu'elle permet d'obtenir la forme cylindrique ou conique de la pièce avec une très grande précision. Le fraisage est employé pour la fabrication de clavettes ou rainures et requiert généralement l'utilisation d'un outil motorisé. Si la pièce nécessite des trous, l'opération adéquate est le perçage, qui peut être réalisé sur un tour de grande dimension. Finalement, le filetage est une opération qui permet de réaliser les filets sur les axes eux-mêmes.
Toutes les opérations mentionnées ci-dessus peuvent être effectuées sur un tour à commande numérique de grande dimension et servent à fabriquer des axes grands et précis. L'usinage peut être réalisé sur différents matériaux, tels que les aciers, le carbone ou les alliages d'acier, en garantissant toujours les tolérances serrées de la pièce. À ce titre, la fabrication des axes de moteur électrique via l'utilisation d'un tour est une excellente option en raison de la polyvalence de la machine.
Pour fabriquer des axes pour moteurs électriques longs, il faut compter sur des machines puissantes et robustes de grande dimension. Compte tenu des différentes caractéristiques que peut présenter un axe (clavettes, cannelures, dentures, etc.), le tour est la meilleure option pour sa fabrication. La polyvalence de la machine permet de réaliser des opérations de tournage, fraisage, perçage et filetage en un seul programme, en offrant un produit fini d'excellente qualité. D'autres opérations clés réalisées sur les tours comme le brochage, la coupe simultanée et le power skiving, permettent de créer des géométries spécifiques pour transmettre la puissance, comme les clavettes et les engrenages. De plus, le fait d'intégrer toutes ces opérations dans une seule machine implique des économies considérables pour les entreprises.
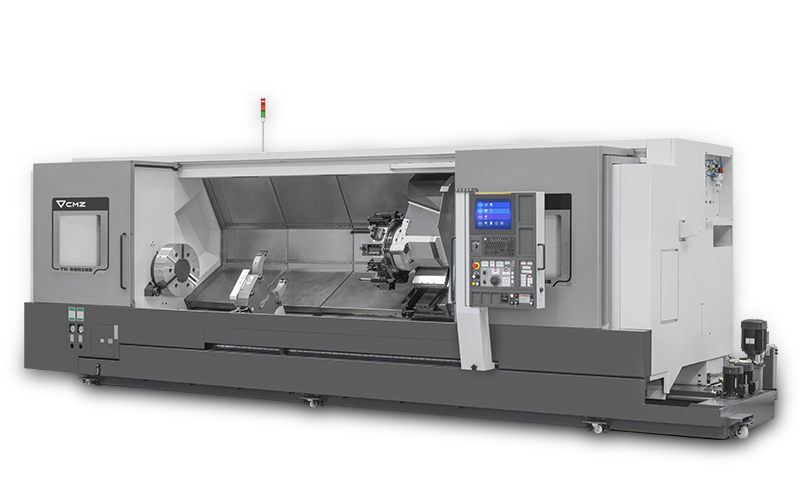
Plus concrètement, lorsqu'il s'agit de tours de grandes dimensions, le TD-55-Y-3200 est la meilleure option pour fabriquer de grands axes. Or, grand NE RIME PAS forcément avec lent et ces machines équipées de bâtis de plus de 2 et 3 mètres d'entre-pointes, sont parfaites pour l'usinage de grandes pièces. En outre, sur ce type de pièces si longues, une contre-pointe et d'une lunette à suivre, intéressant pour ce type d'usinage, peuvent être intégrés facilement sur un tour de la série TD. Avec ses tourelles à moteur intégré et crabotage hydraulique à 12 000 tours/min, 105 Nm et 13 kW, vous pouvez fabriquer des axes de grande dimension avec une grande puissance d'usinage. Qui a dit que grand rime avec lent ?
Nous pensons que vous n’avez pas trouvé ce que vous recherchez. Nous avons de bonnes idées pour nos prochaines vidéos d'application, mais il nous manque quelque chose de fondamental pour les réaliser…