Cette vidéo montre deux processus de brochage internes avec des porte-outils fixes et tournants. La réalisation des rainures de clavette avec des porte-outils de brochage sur un tour CNC réduit les temps puisque la pièce est fabriquée en une seule opération, par rapport au processus habituel d'externalisation du brochage. Cela se traduit par une réduction significative des temps de cycle.
Il est assez courant de trouver des formes tels que des rainures internes ou externes sur les plans. Dans la plupart des cas, des machines dédiées sont utilisées � cet effet, mais ce type de porte-outil permet de finir la pièce en une opération sur le tour.
Les opérations de brochage peuvent être effectuées de différentes manières selon le type d'outil et de support utilisés :
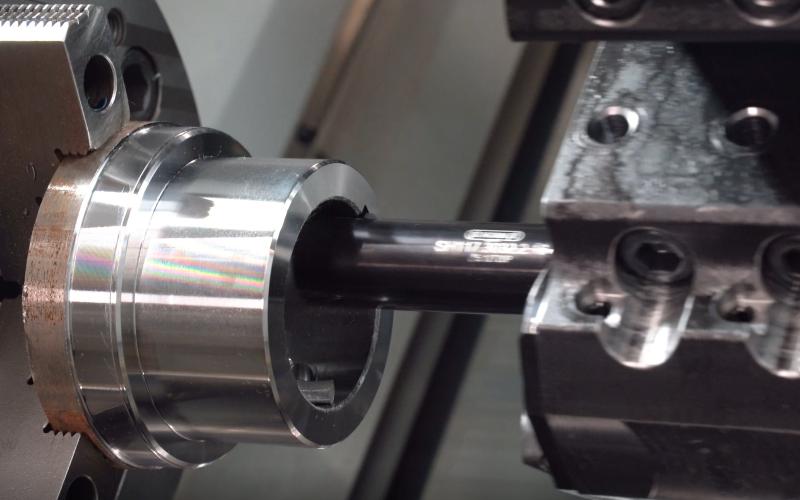
Il s'agit du moyen le plus simple d'effectuer une opération de brochage sur un tour ; il n'est pas nécessaire d'avoir un outillage tournant ni d'utiliser un axe Y.
Dans ce cas, l'outil de brochage est installé dans un porte outil d'alésage et une douille. Plusieurs passages de faible profondeur doivent être réalisés pour obtenir la dimension X requise.
Des astuces sont incluses dans le document téléchargeable que nous avons préparé pour faciliter la programmation des formes internes avec la macro spéciale M385 du CMZ.
Pour la pièce représentée, les conditions de coupe sont les suivantes :
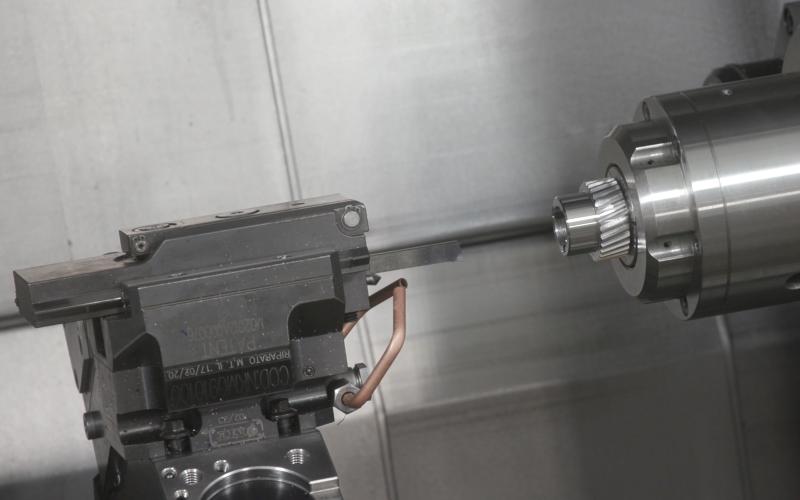
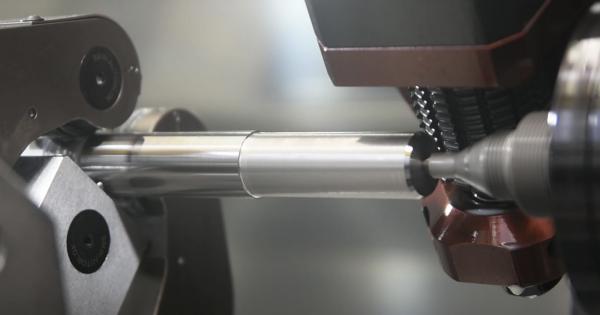
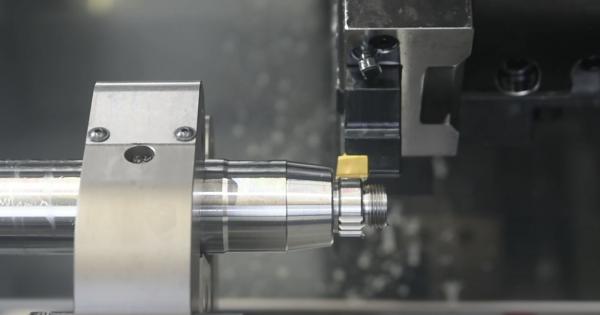
Une approche différente vous permet de rendre le brochage plus rapide en utilisant des porte-outils tournants. La séquence que nous partageons est un exemple de programmation de brochage interne avec un outil tournant. Il a été filmé directement par MT Marchetti, l'un des principaux fabricants européens de porte-outils et propriétaire du TTL-52-52-T1Y-T2Y fabriqué et livré par CMZ en 2019. Ce tour � deux tourelles est régulièrement utilisé par MT Marchetti pour tester et démontrer la qualité de ses produits.
Ces porte-outils convertissent le mouvement de rotation de l'outil rotatif en un mouvement de translation. De plus, grâce � un mécanisme spécial, l'outil n'est en contact que pendant l'opération aller de coupe, celui-ci se soulevant au retour prolongeant ainsi la durée de vie de l'outil. Le document téléchargeable comprend un exemple de programmation spécifique pour le brochage interne avec un outil tournant.
Vous avez besoin d'aide pour réaliser le brochage interne de votre tour � commande numérique ? Notre service applications peut analyser en détail le processus � réaliser et vous proposer une étude pièce vous aidant � réduire significativement les temps de cycle.

Découvrez tous nos conseils de programmation avec ce téléchargeable gratuit



La coupe polygonale est un processus qui permet d'obtenir des pans de pièces au moyen de la rotation synchronisée de la broche et de l'outil motorisé. La coupe polygonale peut être réalisée sur nos tours CNC de CMZ. Il s'agit d'une alternative au fraisage de chaque pan indépendamment. Cela ressemble…
La géométrie de l'engrenage dans le processus de taillage des engrenages est obtenue par le mouvement synchronisé entre la broche et l'outil motorisé. La limite pour fabriquer des engrenages sur un tour numérique CMZ est autour du module 2 pouvant produire le module 3 mais pour un usinage occasionnel.…
Il est relativement habituel de trouver des formes tels que des rainures internes ou externes, des hexagones ou des torx sur les plans. Parfois, ces formes sont réalisées lors d'une opération séparée, dans une machine de brochage indépendante, ou ils sont tout simplement confiés � un sous-traitant.…

Nos plans présentent souvent des phases qui nécessitent une opération d'usinage angulaire. Avec les porte-outils motorisés standard, ces phases ne sont pas réalisables n'opérant qu'avec les axes X et Y. Cependant, il existe sur le marché des porte-outils orientables permettant d'orienter l'outil…
Notre service applications peut étudier le meilleur process � réaliser et vous proposer l’étude de votre pièce pour vous aider � réduire les temps de cycle.
Nous pensons que vous n’avez pas trouvé ce que vous recherchez. Nous avons de bonnes idées pour nos prochaines vidéos d'application, mais il nous manque quelque chose de fondamental pour les réaliser…