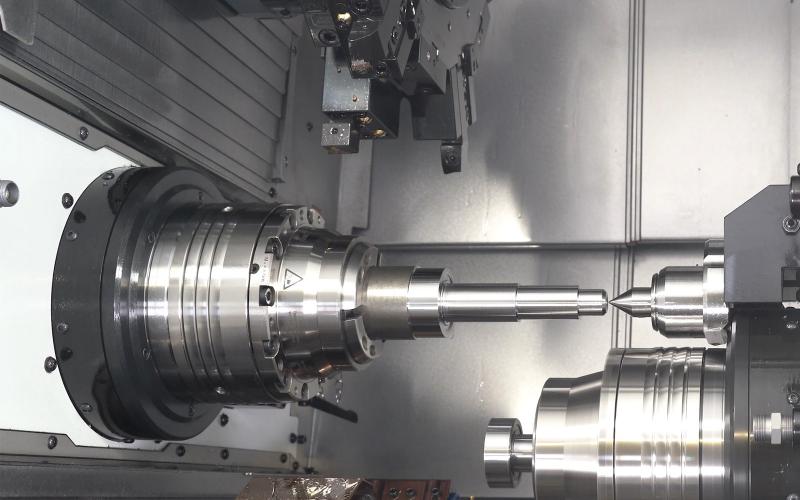
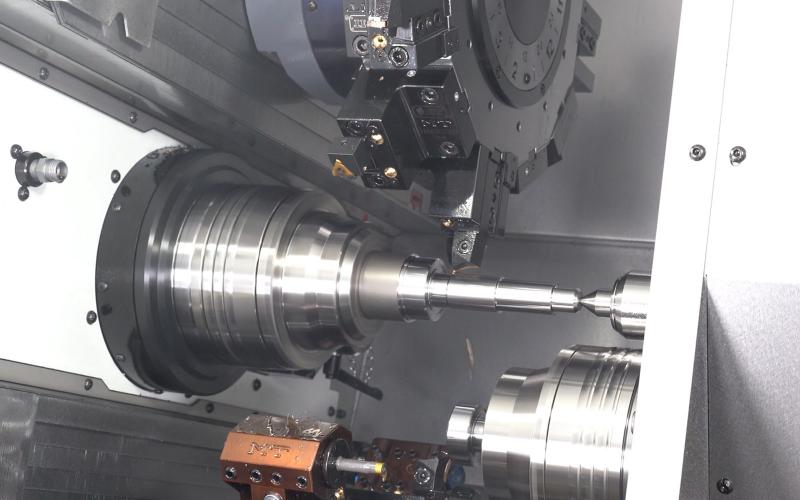
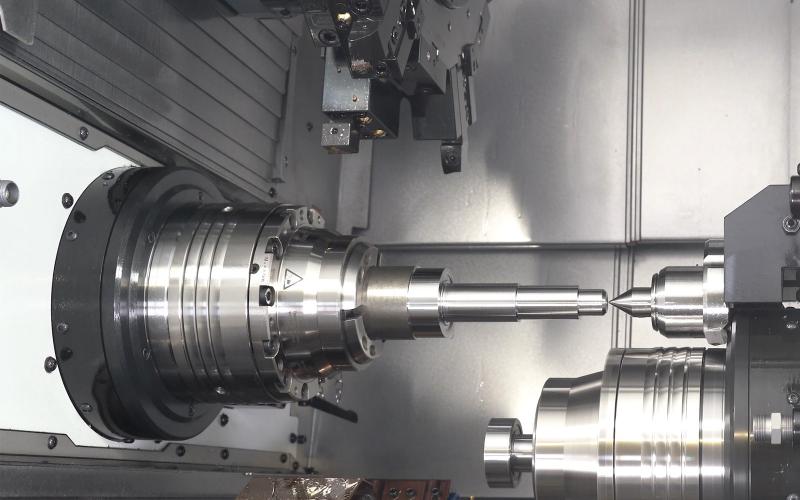
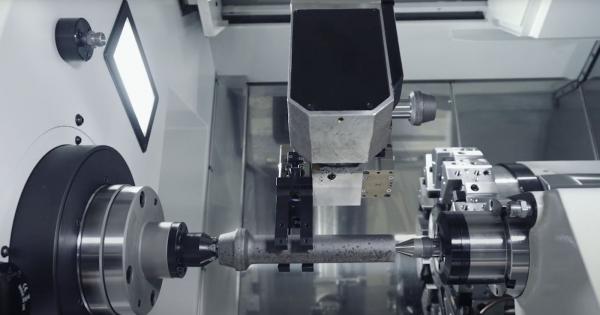
Además, la configuración del contrapunto en las TTL o TTS es más óptimo que en las TA o TD porque el cliente tiene la opción de tener cabezal, subcabezal y contrapunto al mismo tiempo. De esta manera, los clientes pueden mecanizar piezas con la torre de arriba en el cabezal utilizando el contrapunto, mientras que se mecaniza la pieza del subcabezal con la torre de abajo. Así que mecanizar con contrapunto en un torno TTL o TTS soluciona el problema de vibraciones en piezas largas y permite a los clientes tener el proceso muy optimizado. Obviamente, cuando solo se necesita un cabezal o se tienen que mecanizar piezas de diámetros grandes, las máquinas TA o TD con contrapunto son una muy buena opción también.
Para utilizar el contrapunto en máquinas TTL o TTS hay tres diferentes opciones. Las primeras dos opciones incluirían las dos opciones estándar en la configuración de máquinas de este tipo. Esto incluiría un contrapunto encima del subcabezal con dos opciones en cuestión de longitud, más corto o más largo. La tercera opción sería incluir un contrapunto con muelle en una de las torres y posicionarlo en la posición correcta para que haga la función de contrapunto, mientras que se mecaniza la pieza con la otra torre. Esta sería la opción menos óptima debido a que no se utiliza la torre que tiene el contrapunto. Para concluir, mecanizar con contrapunto en un torno TTL es una opción muy óptima por la posibilidad de utilizar los dos cabezales y el contrapunto a la vez.
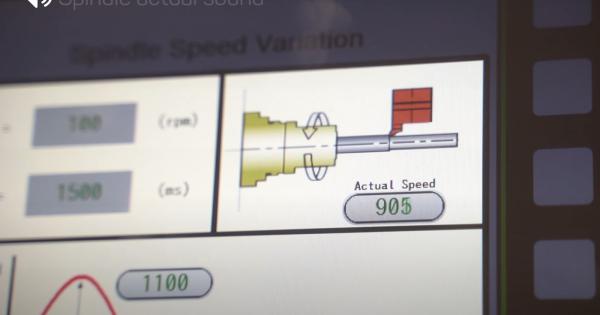
La aparición de vibraciones durante el torneado produce un acabado superficial deficiente y acorta la vida de las herramientas. Es un efecto que se debe evitar a toda costa, pero no siempre resulta sencillo. La geometría del componente nos puede obligar a mecanizar con grandes voladizos, paredes muy…

El material es parte importante en el coste de la pieza. Para perder la mínima cantidad de material en el tronzado, las lamas suelen ser finas y largas lo cual lleva a provocar vibraciones y mala calidad superficial en algunos casos. La única solución para minimizar este efecto suele ser reducir…
Solución para automatizar el proceso de mecanizado de ejes en un torno CNC. Nuestro sistema gantry GL20II combinado con el Workstocker WS700 para ejes, permite que las máquinas funcionen con total autonomía. Puedes tener varias piezas de hasta 700 mm en cada línea. El manejo del robot es muy fácil…

Uno de los aspectos más críticos en muchos procesos de mecanizado es la formación de viruta. Principalmente en operaciones de torneado se forma viruta larga y enredada debido a las condiciones de corte constantes con las que se trabaja. Esta situación requiere de cambios en el proceso tales como la…
Nuestro departamento de aplicaciones puede analizar en detalle el proceso a realizar y ofrecerte un estudio de pieza ayudándote a reducir los tiempos de ciclo.
Intuimos que no has encontrado la aplicación que estabas buscando. Tenemos grandes ideas para nuestros próximos vídeos pero nos falta algo fundamental para llevarlas a cabo...