Precitor es la nueva planta de mecanizado de piezas cilíndricas de gran precisión de CMZ, que cuenta con más de 2.000 m2 útiles con un control de temperatura estrícto (+- 1º). Aquí se fabrican los ejes de los portaherramientas motorizados utilizando un torno multitorre con contrapunto. Además, gracias a la utilización del robot Gantry, conseguimos automatizar el proceso y ganar mucho tiempo de ciclo.
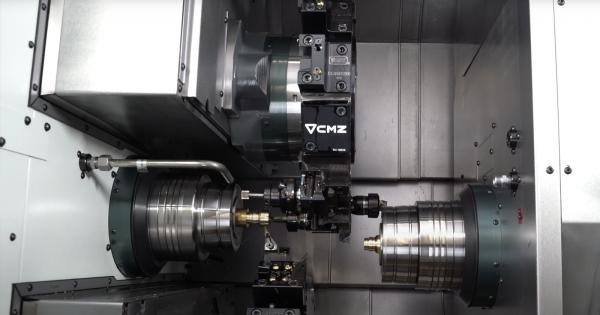
Para la fabricación del eje, se llevan a cabo diferentes operaciones. Primero, se tornea; después, se cementa (dándole una aportación de cerámica donde van las juntas rotativas), y, finalmente, se rectifica. En este vídeo, os mostraremos en concreto la fase de mecanizado del eje en un centro de torneado CNC de la serie TTL.
Las fases del proceso son las siguientes:
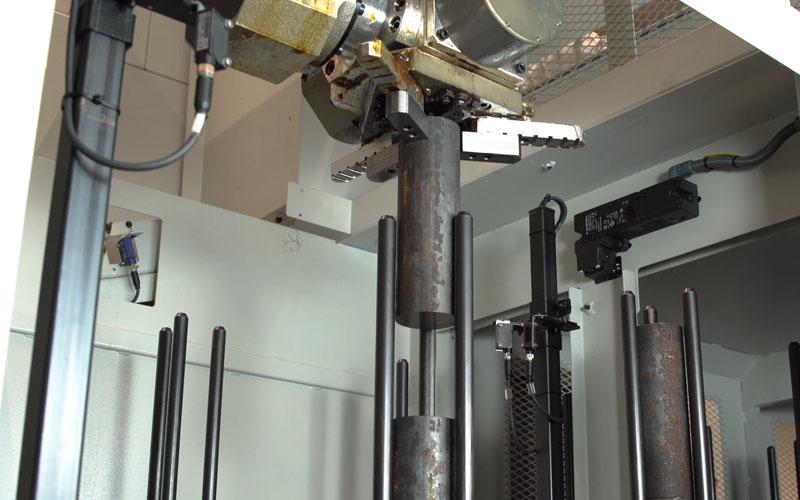
El robot gantry carga las piezas en bruto desde el workstocker.
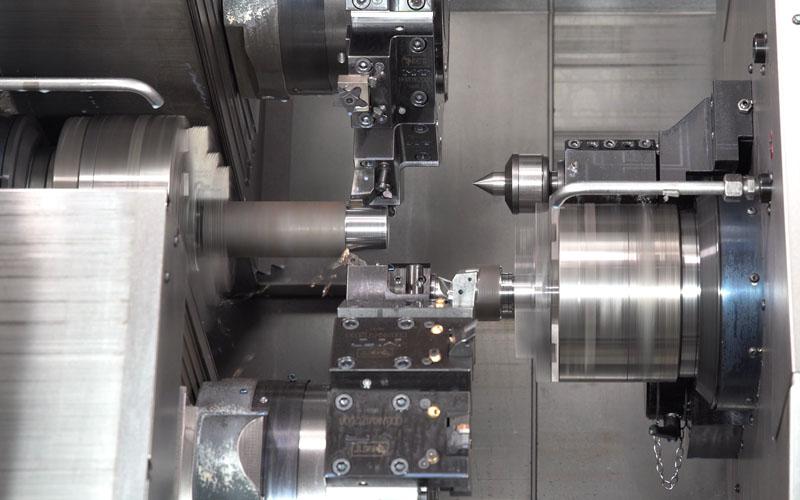
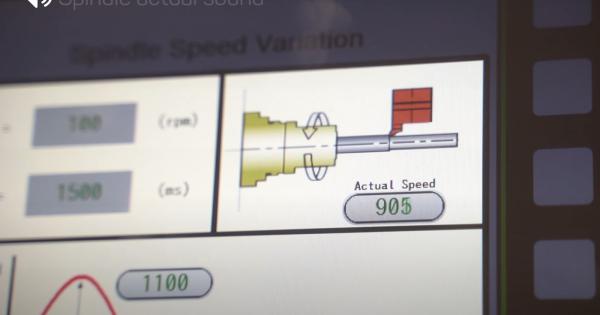
Como la pieza es muy larga, se desbasta utilizando balance cutting y, al mismo tiempo, se taladra en el subcabezal.
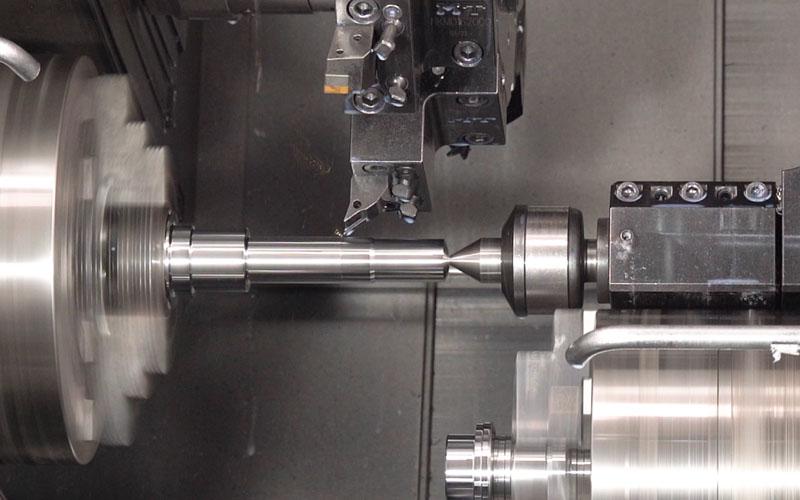
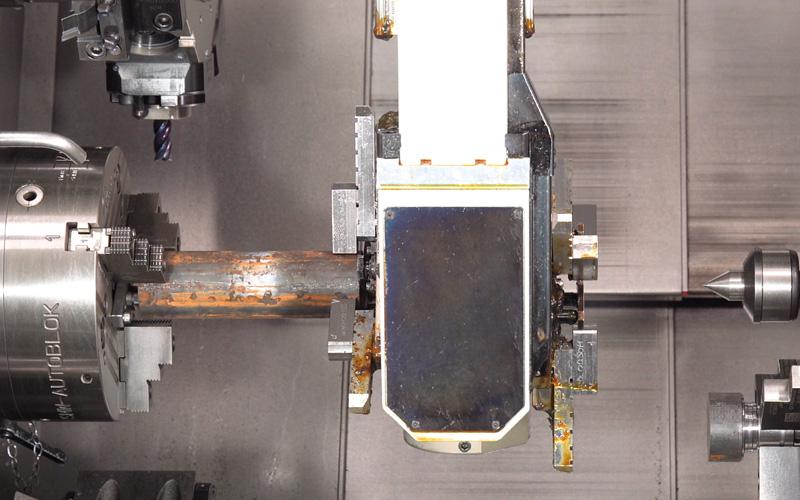
Los cabezales de los tornos CMZ están montados con rodamientos de rodillos, lo que hace que las vibraciones sean menores. Esto permite que el refrentado se pueda realizar lejos de la cara del plato.
Utilizando el contrapunto, se hace la pasada de acabado entre plato y punto mientras se tornea en el subcabezal.
Una vez finalizada la pieza, se extrae a una mesa de descarga donde el operario puede acceder con facilidad. El Gantry Loader es una opción idónea para la automatización del proceso productivo.
Conoce el proceso completo de mecanizado de un eje en torno multitorre utilizando contrapunto y robot Gantry en el siguiente vídeo:









Dentro de esas funcionalidades se encuentra el "superimposed machining", el movimiento antes mencionado en X, Z permite el trabajo con 3 herramientas de corte simultáneas a pesar de que la máquina dispone de dos torretas. El movimiento de la torreta se suma al del subcabezal que trabaja como esclavo…
La aparición de vibraciones durante el torneado produce un acabado superficial deficiente y acorta la vida de las herramientas. Es un efecto que se debe evitar a toda costa, pero no siempre resulta sencillo. La geometría del componente nos puede obligar a mecanizar con grandes voladizos, paredes muy…

El material es parte importante en el coste de la pieza. Para perder la mínima cantidad de material en el tronzado, las lamas suelen ser finas y largas lo cual lleva a provocar vibraciones y mala calidad superficial en algunos casos. La única solución para minimizar este efecto suele ser reducir…

Cuando la geometría de la pieza lo permita, incluso es posible cortar con 4 herramientas realizando un proceso de corte balanceado. Una de las torretas y el subcabezal (HERRAMIENTA 1 + HERRAMIENTA 2) se programarán con la función superposición y la otra torreta se programará con una trayectoria…
Nuestro departamento de aplicaciones puede analizar en detalle el proceso a realizar y ofrecerte un estudio de pieza ayudándote a reducir los tiempos de ciclo.
Intuimos que no has encontrado la aplicación que estabas buscando. Tenemos grandes ideas para nuestros próximos vídeos pero nos falta algo fundamental para llevarlas a cabo...