El fresado es un método de fabricación por arranque de viruta que consiste principalmente en el corte de material mediante una herramienta rotativa de varios filos. Realizar operaciones de fresado en tornos CNC permite añadir el eje de giro del cabezal a los otros 3 ejes de movimiento de la herramienta motorizada. También nos da la opción de mecanizar piezas que necesitan operaciones de torneado y fresado en una sola máquina.
La pieza mecanizada en el vídeo es parte de un elemento de sujeción neumático que se utiliza en la industria para la automatización en la transferencia de piezas.
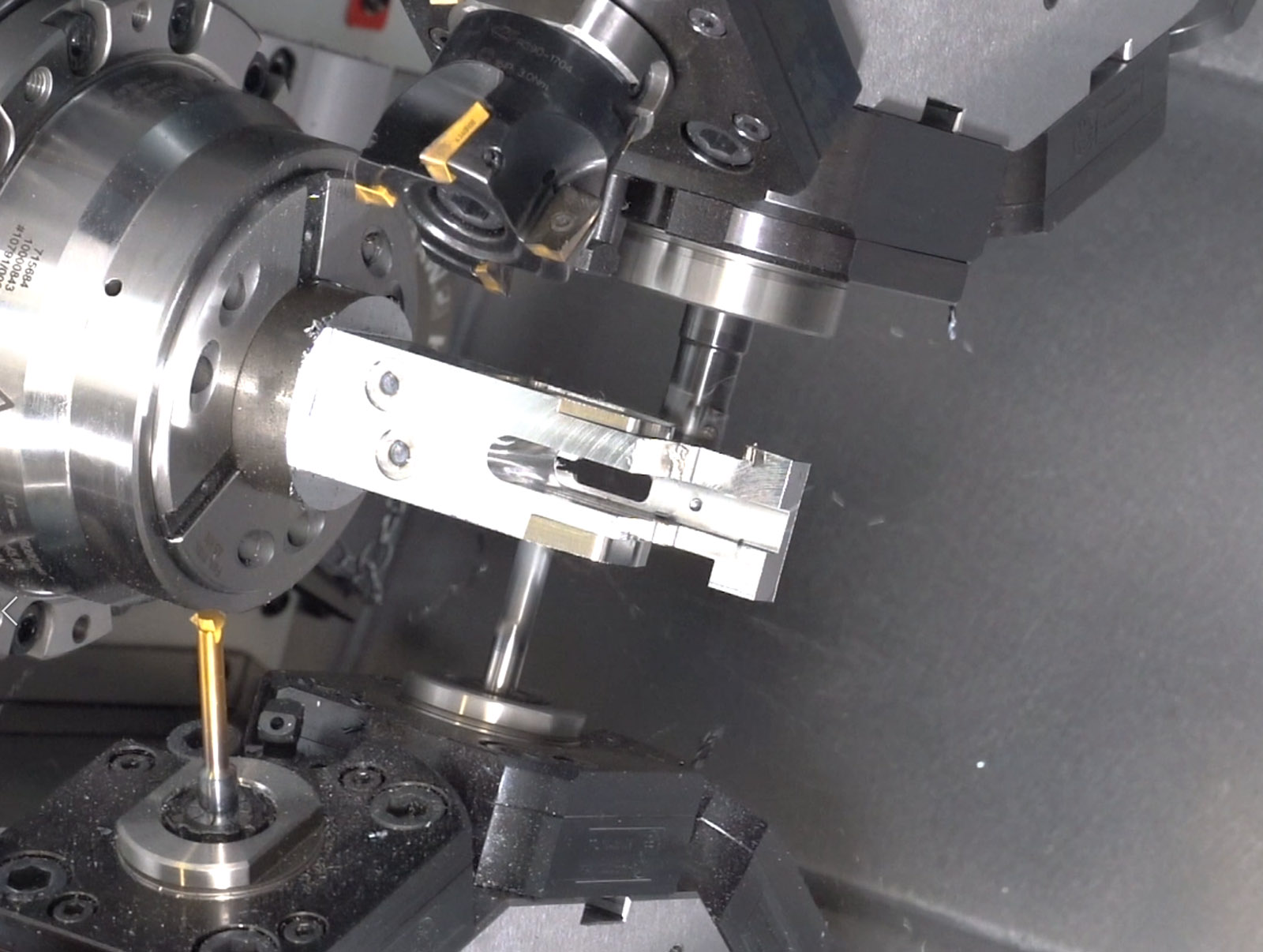
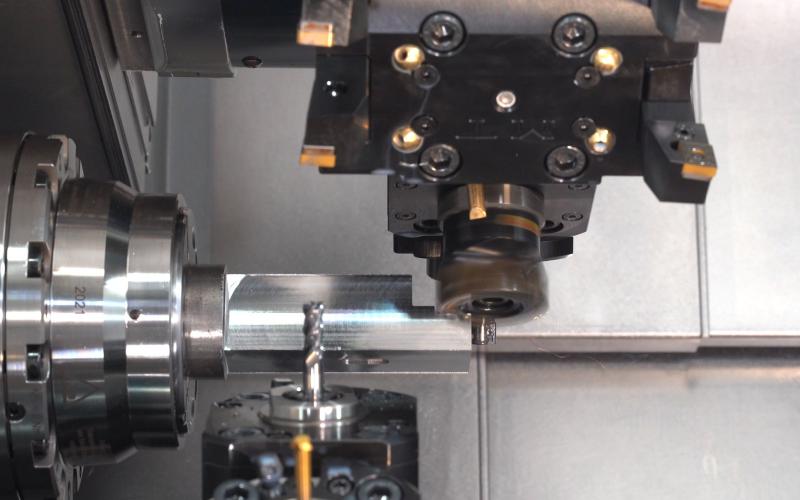
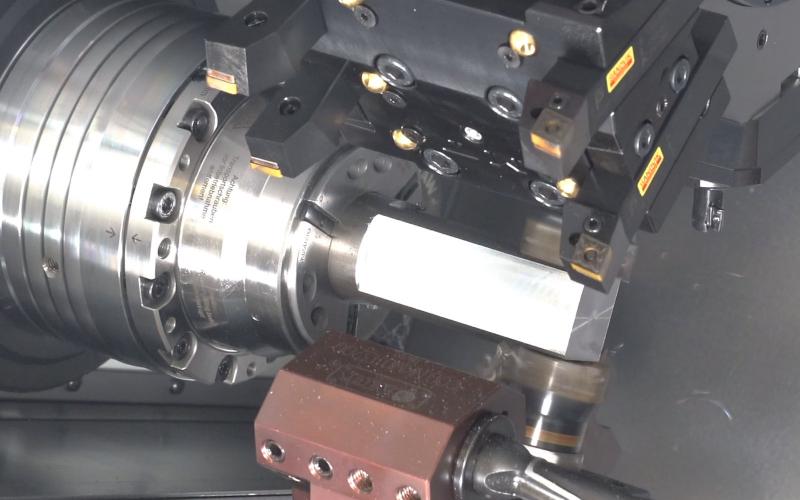
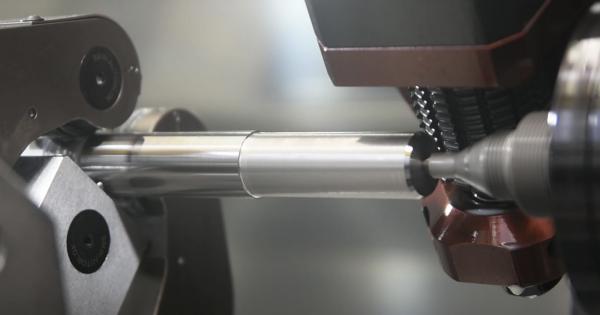
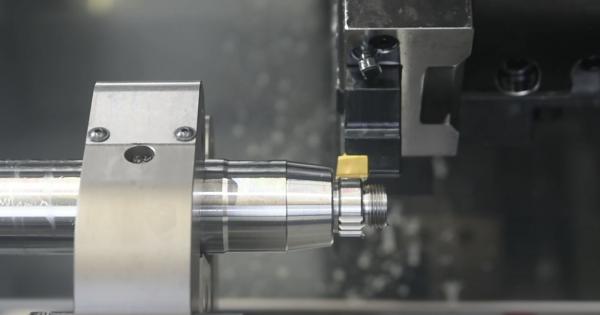
El proceso de fabricación consta de más de 20 operaciones de fresado CNC en el cabezal y de operaciones de torneado en el subcabezal que se realizan simultáneamente aprovechando las dos torres que dispone el torno CMZ TTL. Este proceso permite partir de barra de diámetro 50mm y posteriormente, agarrar la pieza en el subcabezal con pinzas cuadradas para hacer el torneado una vez están hechos los fresados.
En el proceso de mecanizado se utilizan desde fresas de planear de diámetro 50mm para desbaste, hasta fresas de diámetro 3mm que se utilizan para acabados de radios pequeños y pequeñas ranuras. El rango de velocidades que dispone las torretas y los portaherramientas CMZ (12000rpm) nos permite mecanizar con herramientas tan distintas como las mencionadas.
También, debido al alto número de herramientas necesarias para mecanizar la pieza (32 herramientas + el recogedor de restos), se han utilizado portaherramientas motorizados radiales dobles, portaherramientas para 4 herramientas de torneado exterior y portaherramientas para 3 herramientas de torneado interior. La utilización de este tipo de portaherramientas dificulta la programación debido a las posibles colisiones entre los portaherramientas, cabezales y pieza, pero es necesario a la hora de mecanizar este tipo de piezas con tantas geometrías distintas.
Anteriormente, elaboramos un descargable gratuito sobre fresado angular que incluye un ejemplo de programación para mecanizar un orificio roscado suponiendo una herramienta inclinada a 30º. Además, descubrirás tips específicos y especificaciones concretas para realizar el mecanizado angular en tu torno. Con los portaherramientas orientables adecuados, el fresado angular es posible en todas nuestras series: tanto las máquinas de una torre (Serie TA y Serie TD Z800-1350), como los tornos para el mecanizado de piezas grandes de la Serie TD Z2200-Z3200 ofrecen la posibilidad de llevar a cabo este tipo de operación.
En el caso del video, el fresado no es angular. El proceso ha sido realizado en un TTL-66-66-T1Y-T2Y perteneciente a la gama de tornos multitorreta de CMZ. La serie TTL es una máquina de 3 ejes que ha revolucionado el mecanizado multieje. Entre sus características técnicas exclusivas destacan los 8 motores integrados en una máquina que no tiene correas ni en los cabezales ni en los ejes X e Y. La torreta está completamente refrigerada con aceite permitiendo el trabajo en régimen continuo a 12000 rpm. Además, los cabezales reducen el tiempo de aceleración en un 50%. Este centro de torneado con movimientos en X3 y Z3 dota a esta serie de funcionalidades exclusivas: incorpora contrapunto, opera con 3 herramientas de manera simultánea y permite mecanizar piezas más largas gracias a la reducción de interferencias.
Descubre todas las posibilidades que te ofrecen los tornos CMZ para mecanizar piezas complejas.





El corte poligonal es un proceso en el que mediante la rotación sincronizada del cabezal y de la herramienta motorizada se obtienen planos en la pieza. El corte poligonal puede realizarse en nuestros tornos CNC CMZ. Es un proceso alternativo al fresado de cada plano independientemente. Se asemeja más…
La geometría del engranaje en el proceso de tallado se consigue con el movimiento sincronizado del cabezal y la herramienta motorizada. El límite para la fabricación de engranajes en un torno CNC de CMZ es un engranaje de módulo 2, siendo posible la fabricación de un engranaje de módulo 3 ocasionalmente.…
Es bastante habitual que en nuestros diseños encontremos características como chaveteros internos y externos, hexágonos o torx. A veces, se realizan externamente en una brochadora o simplemente se subcontratan. De todos modos, en algunos casos, hay herramientas que le permiten realizar estas operaciones…

Con frecuencia, encontramos características en nuestros planos donde se requiere una operación de mecanizado angular. Con los portaherramientas estándar estas características no se pueden realizar porque únicamente son posibles los mecanizados en X y en Z. No obstante, existen en el mercado algunos portaherramientas…
Nuestro departamento de aplicaciones puede analizar en detalle el proceso a realizar y ofrecerte un estudio de pieza ayudándote a reducir los tiempos de ciclo.
Intuimos que no has encontrado la aplicación que estabas buscando. Tenemos grandes ideas para nuestros próximos vídeos pero nos falta algo fundamental para llevarlas a cabo...