Este video muestra dos procesos de brochado interno con portaherramientas estático y motorizado. Realizar los chaveteros con portaherramientas de brochado en un torno CNC permite reducir tiempos ya que la pieza se realiza en una sola operación, en comparación con el proceso habitual de subcontratar el brochado. Esto se traduce en una importante reducción de los tiempos de ciclo.
De manera frecuente, es habitual encontrar características como chaveteros internos y externos en nuestros diseños. En la mayoría de casos se recurre a máquinas dedicadas a este fin, pero este tipo de portaherramientas permiten que la pieza se termine en una operación en el mismo torno.
Las operaciones de brochado se pueden realizar de diferentes maneras dependiendo del tipo de herramienta y portaherramientas utilizados:
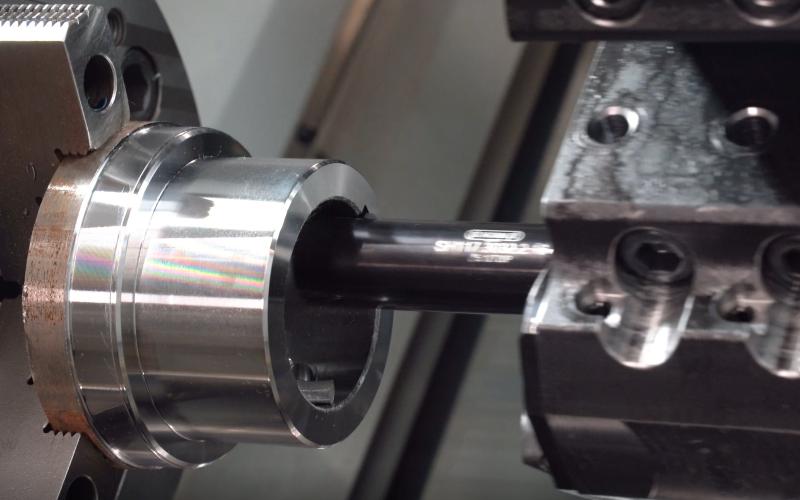
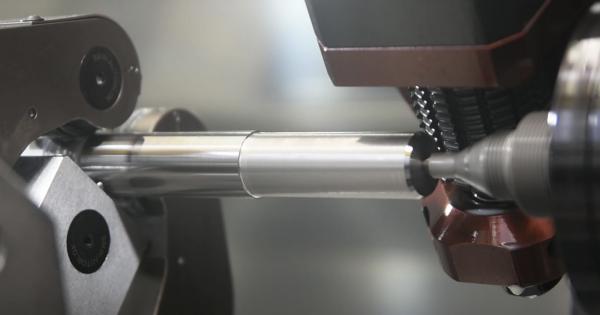
La forma más sencilla de realizar un brochado en un torno es utilizar un portaherramientas fijo ya que no requiere de herramientas motorizadas ni eje Y.
Para este tipo de proceso la herramienta de brochado se monta en un portaherramientas de interiores estándar y un casquillo. La clave es realizar varias pasadas de poca profundidad hasta que se logre la dimensión requerida.
En el descargable que hemos preparado se incluyen tips para facilitar la programación de figuras internas con el macro especial de CMZ M385.
Para la pieza mostrada, las condiciones de corte son las siguientes:
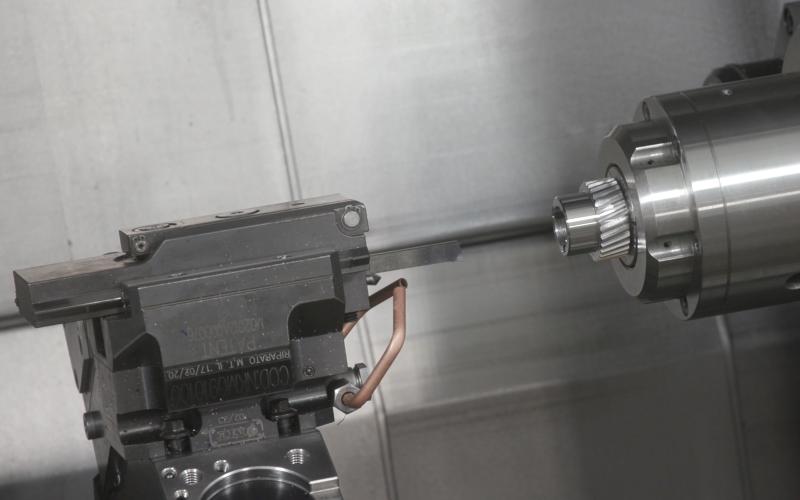
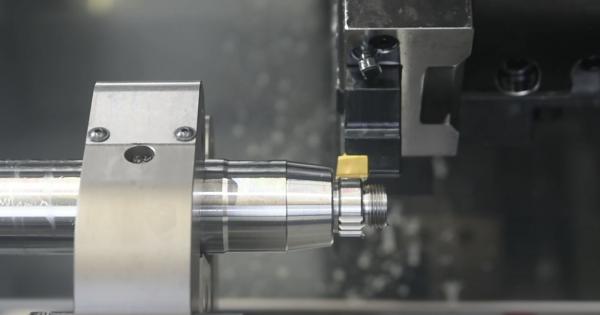
Una alternativa para hacer chaveteros internos de manera más rápida es el uso de un portaherramientas de ranurado motorizado. La secuencia que compartimos es un ejemplo de programación del brochado interno con herramienta motorizada. Ha sido filmada directamente por MT Marchetti, fabricante europeo líder de portaherramientas, y propietario del TTL-52-52-T1Y-T2Y fabricado y entregado por CMZ en 2019. Este torno de dos torres es habitualmente empleado por MT Marchetti para probar y mostrar la calidad de sus productos.
Este tipo de portaherramientas convierten el movimiento giratorio de la herramienta motorizada en uno de traslación. Por ello, sólo es necesario programar el movimiento en el eje X. En el descargable se incluye un ejemplo de programación específico para brochados internos con herramienta motorizada.
¿Necesitas ayuda para realizar brochados internos en tu torno? Nuestro departamento de aplicaciones de CMZ puede analizar en detalle el proceso a realizar y ofrecerte un estudio de pieza ayudándote a reducir notablemente los tiempos de ciclo.
Descubre todos los tips de programación con este descargable gratuito



El corte poligonal es un proceso en el que mediante la rotación sincronizada del cabezal y de la herramienta motorizada se obtienen planos en la pieza. El corte poligonal puede realizarse en nuestros tornos CNC CMZ. Es un proceso alternativo al fresado de cada plano independientemente. Se asemeja más…
La geometría del engranaje en el proceso de tallado se consigue con el movimiento sincronizado del cabezal y la herramienta motorizada. El límite para la fabricación de engranajes en un torno CNC de CMZ es un engranaje de módulo 2, siendo posible la fabricación de un engranaje de módulo 3 ocasionalmente.…
Es bastante habitual que en nuestros diseños encontremos características como chaveteros internos y externos, hexágonos o torx. A veces, se realizan externamente en una brochadora o simplemente se subcontratan. De todos modos, en algunos casos, hay herramientas que le permiten realizar estas operaciones…

Con frecuencia, encontramos características en nuestros planos donde se requiere una operación de mecanizado angular. Con los portaherramientas estándar estas características no se pueden realizar porque únicamente son posibles los mecanizados en X y en Z. No obstante, existen en el mercado algunos portaherramientas…
Nuestro departamento de aplicaciones puede analizar en detalle el proceso a realizar y ofrecerte un estudio de pieza ayudándote a reducir los tiempos de ciclo.
Intuimos que no has encontrado la aplicación que estabas buscando. Tenemos grandes ideas para nuestros próximos vídeos pero nos falta algo fundamental para llevarlas a cabo...