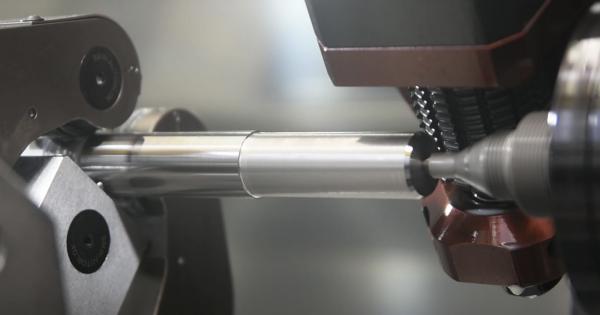
El corte poligonal es un proceso en el que mediante la rotación sincronizada del cabezal y de la herramienta motorizada se obtienen planos en la pieza. El corte poligonal puede realizarse en nuestros tornos CNC CMZ. Es un proceso alternativo al fresado de cada plano independientemente. Se asemeja más a un torneado que a un fresado.
Para realizar este proceso es necesario una herramienta especial. Se trata de un disco con varias plaquitas. Este disco se monta sobre un eje que a su vez va montado en un portaherramientas motorizado radial estándar. CMZ fabrica portaherramientas motorizados axiales tanto para cabezal o subcabezal de hasta 12.000 rpm y con refrigeración interna (TL20/10400/06, TL20/10400/08,). También existen portaherramientas específicos de corte poligonal en los que el disco se monta directamente sin la necesidad de fabricar un eje.
La relación del número de placas en este disco junto con la relación de velocidades entre cabezal y motorizada es la que va a crear un número diferente de planos en la pieza. El proceso se puede realizar tanto en el cabezal principal como en el subcabezal.
Los planos creados por corte poligonal son curvas de gran radio y por ello no es recomendado en fresados que tienen tolerancias de planitud estrechas. Este proceso se utiliza generalmente para cabezas hexagonales de tornillos y planos para amarre con llave fija.
La opción de corte poligonal es estándar en toda la gama de tornos CNC de CMZ que tengan herramienta motorizada. No es necesario que los tornos dispongan de eje Y.
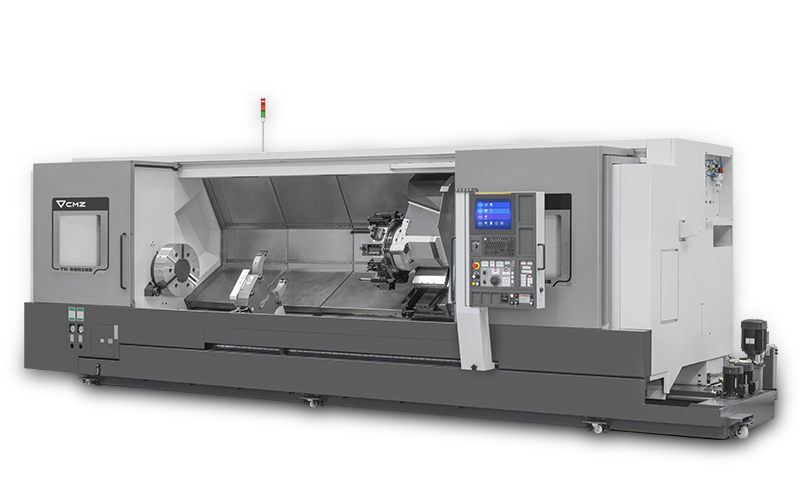
Esta pieza ha sido elaborada con un torno de la serie TA, un CMZ TA-25-YS-640.
Descubre todos los tips de programación con este descargable gratuito



La geometría del engranaje en el proceso de tallado se consigue con el movimiento sincronizado del cabezal y la herramienta motorizada. El límite para la fabricación de engranajes en un torno CNC de CMZ es un engranaje de módulo 2, siendo posible la fabricación de un engranaje de módulo 3 ocasionalmente.…

Con frecuencia, encontramos características en nuestros planos donde se requiere una operación de mecanizado angular. Con los portaherramientas estándar estas características no se pueden realizar porque únicamente son posibles los mecanizados en X y en Z. No obstante, existen en el mercado algunos portaherramientas…

Damos la bienvenida al tallado de engranajes helicoidales en un torno CNC y decimos adiós a los tiempos muertos que se producen cuando hay que tornear y tallar en dos máquinas diferentes. Las posibilidades son muy amplias ya que se pueden realizar tanto tallados cilíndricos con dientes rectos como…

Uno de los aspectos más críticos en muchos procesos de mecanizado es la formación de viruta. Principalmente en operaciones de torneado se forma viruta larga y enredada debido a las condiciones de corte constantes con las que se trabaja. Esta situación requiere de cambios en el proceso tales como la…
Nuestro departamento de aplicaciones puede analizar en detalle el proceso a realizar y ofrecerte un estudio de pieza ayudándote a reducir los tiempos de ciclo.
Intuimos que no has encontrado la aplicación que estabas buscando. Tenemos grandes ideas para nuestros próximos vídeos pero nos falta algo fundamental para llevarlas a cabo...