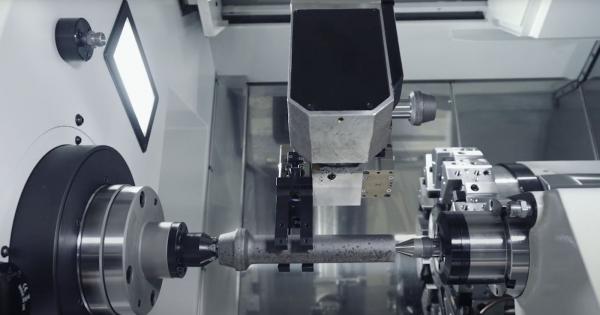
With this configuration, customers can machine parts in the main-spindle with the tailstock engaged using the upper turret, while simultaneously machining parts in the sub-spindle with the lower turret. Working with a tailstock on a TTL or TTS is a very productive option because of the ability to work with both spindles and a tailstock at the same time. When only one spindle is required or when big diameter parts are to be machined, our TA or TD ranges with tailstocks would be a more suitable option.
In order to use the tailstock in a TTL or a TTS, there are three different options. First two options would be the two standard options included in all machine configurations of this type of machines. This would include a tailstock above the subspindle with two options in terms of length, a longer and a shorter one. The third option, which is the less optimize one because one turret is not machining, would be to include a spring tailstock as a tool in one of the turrets and to keep it in the correct position so that it makes the tailstock function, while machining with the other turret. So, to sum up, working with tailstock in a TTL is a very optimize option because of the possibility to have both spindles and the tailstock at the same time.
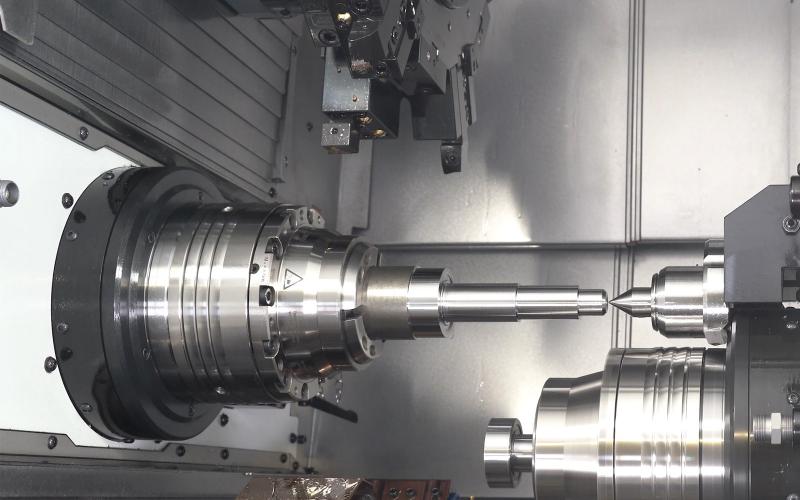
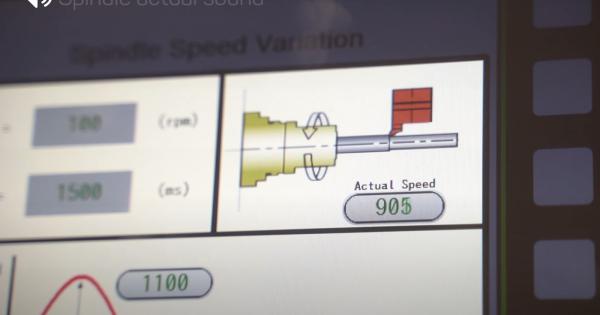
Chatter must be avoided at all costs. Chatter not only produces a poor surface finish on diameters but also seriously limits tool life. Long slender shafts, extended boring bars, thin walls and so on, can present real challenges. Spindle Speed Variation function allows the spindle speed to fluctuate…

Material is a considerable percentage in component cost. In order to avoid large material waste on the cut off, the blades are usually very thin and long, which often lead to vibrations and bad surface finish. The only solution is to reduce the tool overhang to minimise the effect; however, the…
A solution to automate the process of machining shafts in your CNC lathe. Our GL20II gantry loader system combined with the WS700 workstocker for shafts allows you to leave you machines running unmanned. You can have several parts in each line up to 700mm. Controlling the robot is very easy and you…

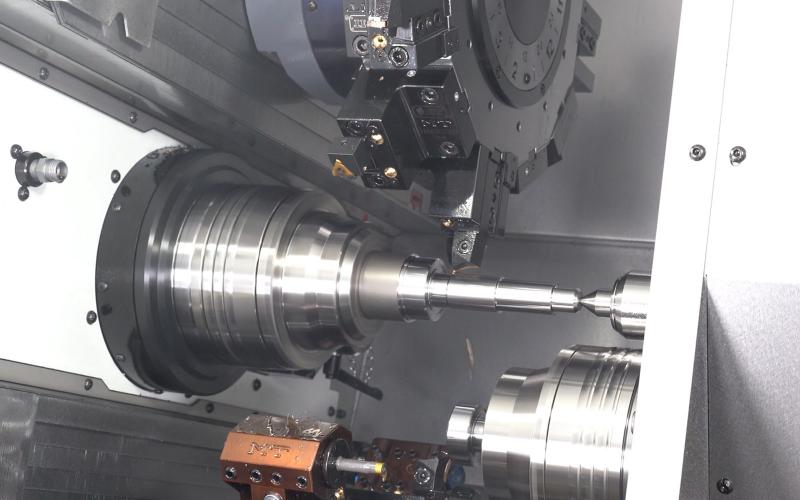
One of the most critical aspects in many machining processes is chip formation. Long and entangled chips are formed mainly in turning operations due to constant cutting conditions. This issue requires changes in the process; such as modifying machining parameters or changing tools to get into a safer…
Our applications department can analyse in detail the process to be carried out and offer you a part study helping you to reduce cycle times.
We suspect that you have not found what you are looking for. We have some great ideas for our next application videos, but we would also like to find out your opinion on...