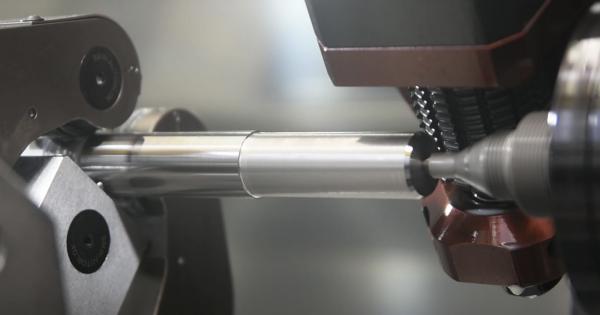
Thread milling with helical interpolation is a process that allows the ability to machine threads as an alternative to rigid tapping. Sometimes, rigid tapping is not feasible due to the power requirements to machine the specified thread size or simply the hardness of the material.
Using a form shaped milling cutter with the same pitch as the thread and combined with helical interpolation, the form of the thread is generated. In order to machined threads using this method, a live tool is required. In other words M or Y specification is required in any CMZ lathe series.
If the hole to be machined is in the centre of the spindle, Y axis can be removed from the machine specification. In this case, a special program would need to be written to combine the Z and C axis movement together with the tool rotation. In any other case Y axis is necessary.
To help with the programming of this machining feature, CMZ supplies a standard macro program in all CNC lathe series with M or Y specification.

Discover all the programming tips with this free downloadable





Polygon turning is a process through which flat planes are obtained on the piece through synchronized rotation of the spindle and the live tool. Polygon turning can be performed on our CMZ CNC lathes. It is an alternative process to milling each surface individually. It is more similar to lathing…
The geometry of the gear in the gear hobbing process is obtained by the synchronised movement between the spindle and the live tool. The limit to manufacture gears in a CMZ CNC lathe is around the hob tool being able to produce the required profile but for occasional machining. Bigger gears require…

We can often find features in our drawings where an angular machining operation is required. With standard toolholders these features are not achievable because only operations in X and Z directions are possible with standard live toolholders. However, there are some adjustable angle heads in the…

We would like to welcome helical gear hobbing in a CNC lathe and say goodbye to the dead time that occurs when you have to turn and hob on two different machines. The range of possibilities is very broad since we can hob cylindrical gears with both straight and helical teeth. Technical characteristics…
Our applications department can analyse in detail the process to be carried out and offer you a part study helping you to reduce cycle times.
We suspect that you have not found what you are looking for. We have some great ideas for our next application videos, but we would also like to find out your opinion on...