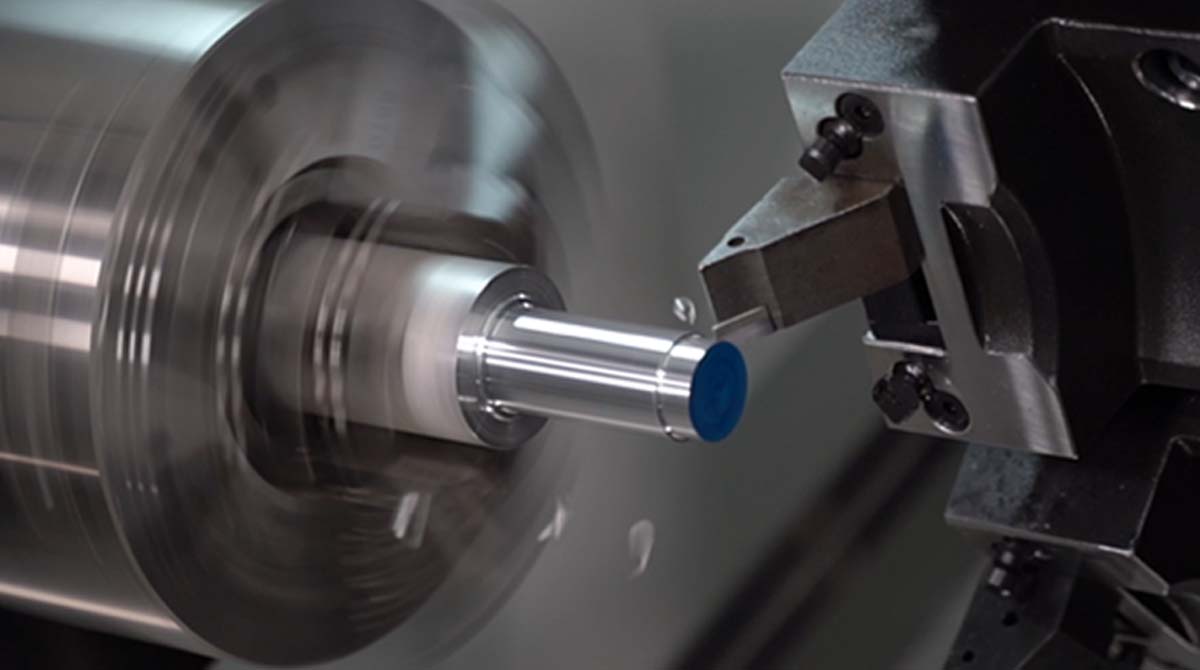
Einer der kritischsten Aspekte in vielen Fertigungsprozessen ist die Entstehung von Spänen. Lange und verwickelte Späne entstehen hauptsächlich in Drehbearbeitungen mit konstanten Schnittbedingungen. Dieser Umstand erfordert Veränderungen, um den Prozess sicherer zu gestalten – die dafür nötigen Modifikationen der Bearbeitungsparameter bzw. Werkzeuge führen jedoch gleichzeitig zu einem Produktivitätsverlust.
Damit beeinflusst ungünstiges Spanbruchmanagement die Werkstückintegrität, Produktivität, Werkzeugstandzeit bis hin zu Bedienersicherheit und somit Produktionsstillständen.
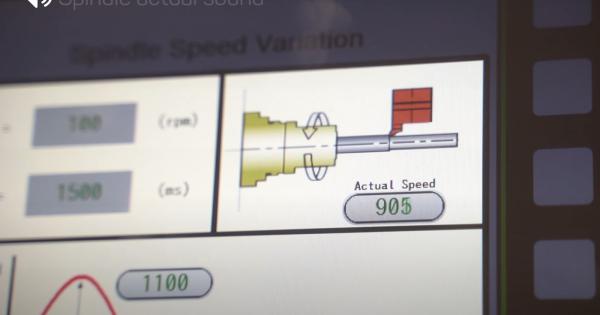
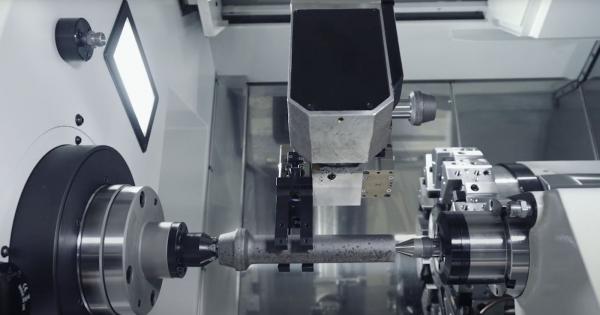
Oszillationsschneiden (Servo Oscillation Cutting) ist eine Bearbeitungsfunktion, welche Spanbruch mittels sinusförmiger Oszillation einer Servoachse fördert. Während die Servoachse entlang der Schnittrichtung oszilliert, wird die Schnittstrategie mittels Synchronisierung der Linearbewegung mit der Drehung der Spindel erzeugt.
CMZ kann diese Funktion auf Anfrage in neuen CNC-Drehmaschinen implementieren, wofür spezielle Hardware und Software benötigt wird, sowie die Feinjustierung für eine bestimmte Maschine durchführen. Dieses Dokument erläutert die Vorteile dieser Funktion und deren Verwendung.
Entdecken Sie alle Programmiertipps mit diesem kostenlosen Download














Das Auftreten von Vibrationen während des Drehens führt zu einer verringerten Oberflächenqualität und verkürzt die Lebensdauer von Werkzeugen. Hierbei handelt es sich um einen Effekt, den es um jeden Preis zu vermeiden gilt, was jedoch nicht immer einfach ist. Die Geometrie des Bauteils bedarf…

Die Materialkosten sind ein erheblicher Teil an den Gesamtkosten des Werkstücks. Um den Materialverlust durch das Abstechen zu minimieren, werden üblicherweise dünne, lange Werkzeuge verwendet, was in manchen Fällen zu Vibrationen und minderer Oberflächenqualität führen kann. Die einzige Möglichkeit,…
Sehen Sie welche Lösungen Ihnen CMZ anbieten kann, um Ihre Wellenbearbeitung zu automatisieren. Unser GL20II-Portallader-System kombiniert mit dem WS700-Werkstückträger für Wellen ermöglicht es Ihnen, die Maschinen unbemannt fertigen zu lassen. Pro Zeile können Sie Werkstücke bis zu 700mm bevorraten…
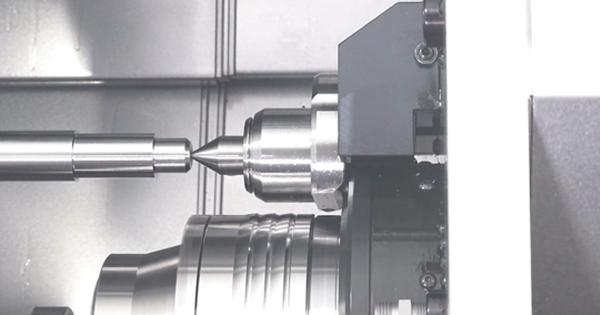
Ausspannlänge des Teils verwendet wird. Außerdem ist die Konfiguration des Reitstocks bei TTL oder TTS optimaler als bei TA oder TD, da der Kunde die Möglichkeit hat, Hauptspindel, Gegenspindel und Reitstock gleichzeitig zu nutzen. Auf diese Weise können Kunden das Werkstück in der Hauptspindel mit…
Unsere Anwendungsabteilung kann den durchzuführenden Prozess detailliert analysieren und Ihnen eine Zeitstudie anbieten, die Ihnen hilft, die Zykluszeiten zu verkürzen.
Wir vermuten, dass Sie nicht gefunden haben, wonach Sie suchen. Wir haben großartige Ideen für unsere nächsten Applikationsvideos, aber uns fehlt etwas Grundlegendes, um sie zu realisieren ...