Denne video viser to indvendige rømningsprocesser med statiske og roterende værktøjsholdere. Fremstilling af noter med rømningsværktøjsholdere på en CNC-drejebænk reducerer tiden, da emnet fremstilles i en enkelt operation sammenlignet med den sædvanlige proces med outsourcing af rømning. Det giver en betydelig reduktion i cyklustiderne.
Det er ret almindeligt at finde funktioner som indvendige og udvendige noter i vores tegninger. Nogle gange bearbejdes disse i en separat operation i en selvstændig rømningsmaskine, eller de udliciteres simpelthen. Men i nogle tilfælde findes der værktøj, som gør det muligt at udføre disse operationer i en CNC-drejebænk.
Rømning kan udføres på forskellige måder, afhængigt af hvilken type værktøj og holder der bruges:
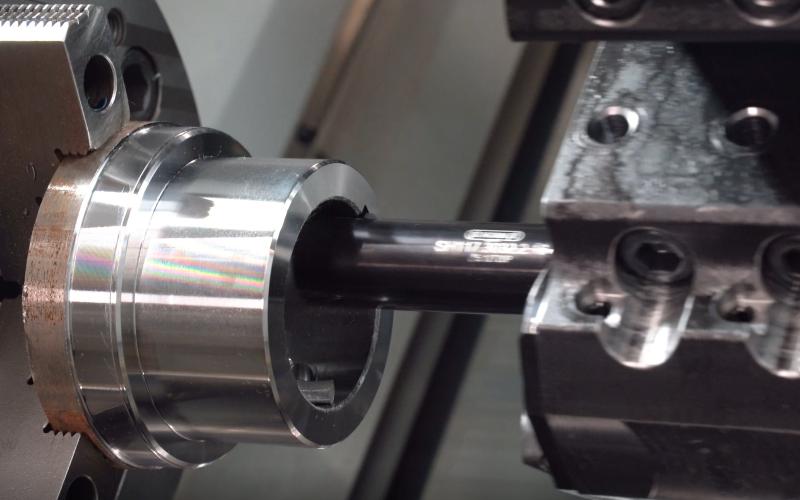
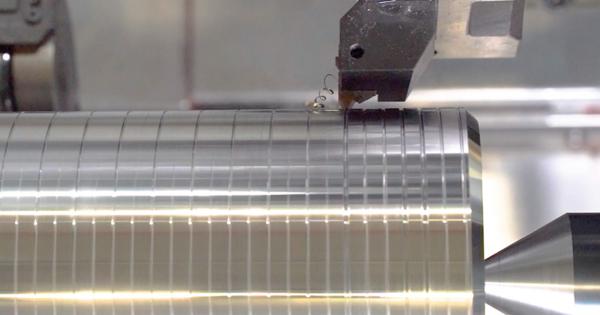
SÅDAN LAVER DU INDVENDIGE NOTER MED EN FAST VÆRKTØJSHOLDER I EN CNC-DREJEBÆNK
Den nemmeste måde at rømme på en drejebænk er at bruge en fast værktøjsholder, da der ikke kræves værktøjsspindel eller Y-akse.
Til denne type proces monteres rømningsværktøjet på en standard indvendig værktøjsholder og en bøsning. Der skal udføres flere lave gennemløb, indtil den ønskede dimension er opnået.
Tips er inkluderet i den download, som vi har udarbejdet for at lette programmeringen af indvendige noter med den specielle makro i CMZ M385.
For det viste emne er skærebetingelserne som følger:
- Materiale: stål
- Bredde: 5 mm.
- Længde: 45 mm.
- ap = 0,1 mm
- f = 5000 mm / min
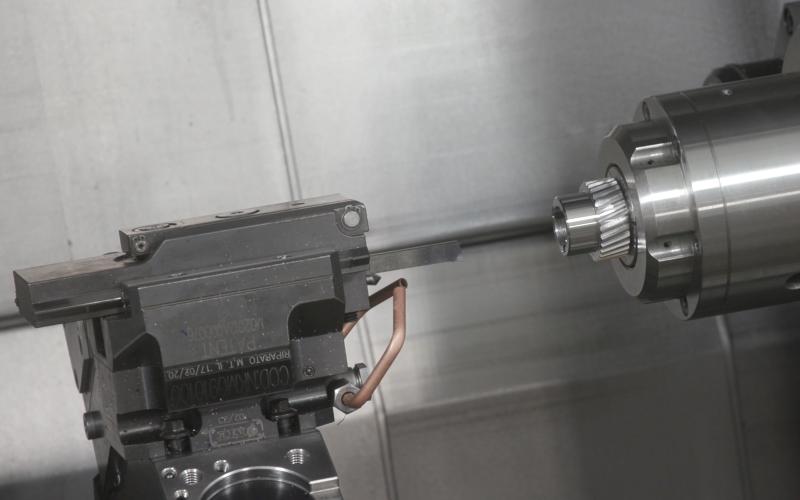
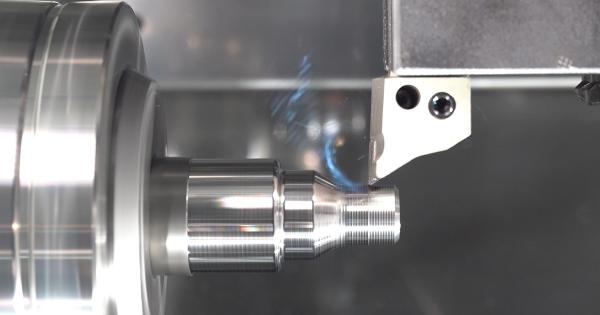
SÅDAN LAVER DU INDVENDIGE NOTER MED EN ROTERENDE VÆRKTØJSHOLDER I EN CNC-DREJEBÆNK
Et alternativ til at lave indvendige noter hurtigere er brugen af roterende notværktøjsholdere. Den operation, vi viser, er et eksempel på programmering af indvendig rømning med et roterede værktøj. Den er blevet filmet direkte af MT Marchetti, en førende europæisk producent af værktøjsholdere og ejer af TTL-52-52-T1Y-T2Y, som CMZ producerede og leverede i 2019. Denne multi-revolver-drejebænk bruges normalt af MT Marchetti til at teste og demonstrere kvaliteten af deres produkter.
Denne type værktøjsholder omdanner det roterende værktøjs drejebevægelse til en translationsbevægelse. Af denne grund er det kun nødvendigt at programmere bevægelsen i X-aksen. Den kan downloades med et specifikt programmeringseksempel til indvendig rømning med et roterende værktøj.
Har du brug for hjælp til at udføre indvendig rømning på din CNC-drejebænk? Vores applikationsafdeling kan analysere processen i detaljer og tilbyde dig en delundersøgelse, der hjælper dig med at reducere cyklustiderne betydeligt.