- Om os
- CNC-drejebænk
Drejebænke med enkelt revolver

TA Serien
Z400, Z640, Z1100
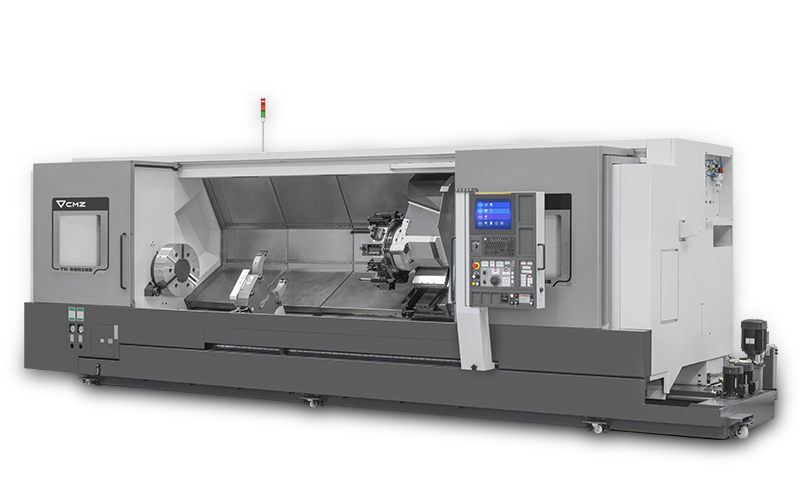
TD Z800-Z1350 Serien
Højpræcisions drejebænk
Z2200-Z3200 Serien
Drejebænk med lang bænk
Drejebænke med flere revolver
TTS Serien
Dobbeltspindlet drejebænk til stangdrejning
TTL Serien
Drejecenter til høj produktion
Automatiseringsløsninger

Gantry Loader
Automatiser korte og lange batches.
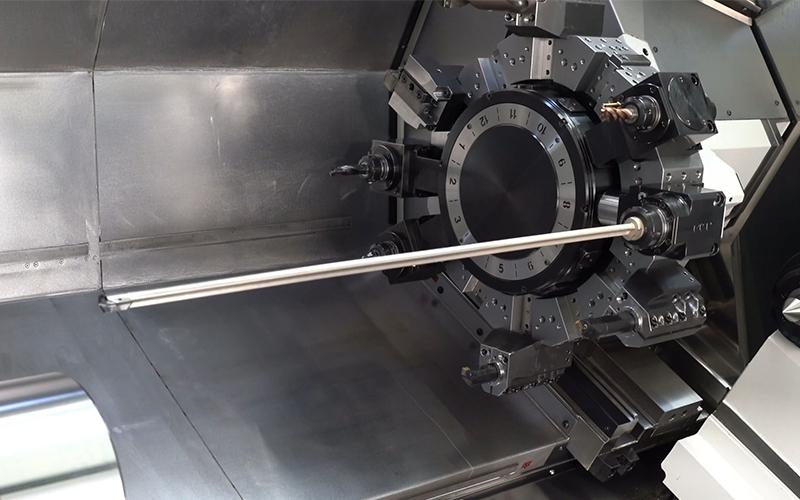
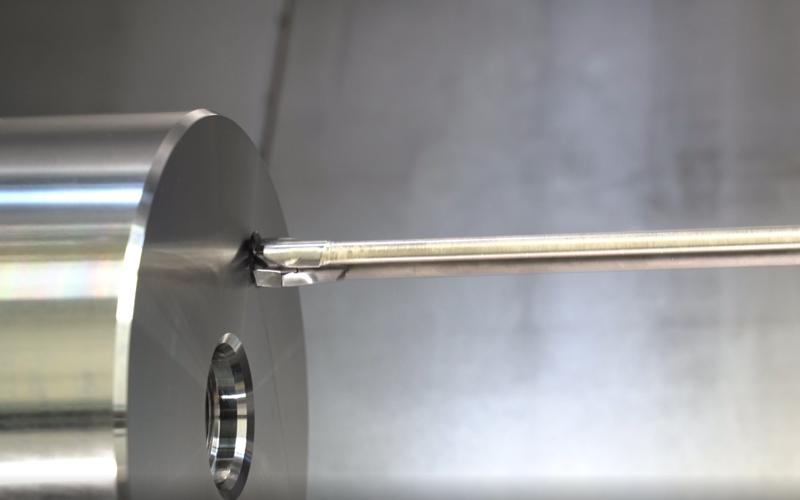
- Applikationsteknik
- Teknisk kundeservice
- Nyheder
- Kommercielt netværk
- Kontakt